|
刃物のルーツ 鉄はどこから
鉄利用の始まりについては、まだ確かな史料はないものの、隕鉄と還元鉄の2つの説があります。 |

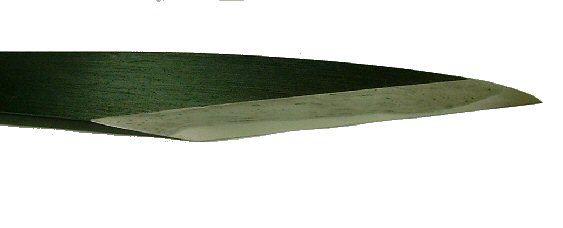
人類が最初に出会った鉄と思われる韻鉄について
左は人類が最初に出会った鉄と思われる韻鉄です。 実際に火床に入れ打ち刃物を鍛えるように叩いてみましたので表面は黒く酸化しています。手前が磨いた部分です。 韻鉄は、メインとなる鉄・ニッケルの合金と少量の鉱物で構成されています。 ほとんどの鉄隕石は、重さで言うと5~15%のニッケルを含みます。 地球上ではこのような鉄・ニッケル合金の鉱物は発見されておりません。 超高温から冷却される過程において、内部編成が2つの鉱物による合金へと変化します。 それがウッドマンステッテン構造と呼ばれる内部構造で、705℃以上からゆっくりと冷却されると形成され、ほとんどの鉄隕石に見られます。 ちなみに、宇宙空間の真空状態では1度温度が下がるのに百万年もかかるそうです。 |

隕鉄で造られた日本刀
明治二十三年(1890)富山県(旧白萩村地内)において発見された白萩隕鉄。 当時、農商務大臣の榎本武揚がこれを知り、購入、その後、刀工の岡吉国宗に依頼、長刀2振、短刀3振、合計5振の刀を製作、 長刀1振を時の皇太子(後の大正天皇)に献上。長刀1振、短刀1振は行方不明、現在長刀1振、短刀2振のみ現存。 これらは流星刀と名づけられている。これはその一つの短刀で富山市科学文化センター所蔵。 榎本武揚から依頼され流星刀を作った刀匠の報告書には出雲の玉鋼:隕鉄=3:7(鋼部部分)、 地金は全部隕鉄と記されていますが多分和鉄を混ぜていると思われます |